|
HISTORY OF MIG (GMAW) WELDING
Numerous
articles credit the invention of MIG welding to a number of sources. Some
references mention the invention occurring in the 1920’s which, appears to be at
least partially true. This overview will focus on process innovations and
not specific equipment or filler metals developments for which there are also
numerous significant inventions.
Jerry Uttrachi, President WA Technology
SOURCES OF INFORMATION
A search of the US patents and some AWS Welding
Journal articles helped define the sequence of events that advanced the
science of
GMAW (also referred to as MIG for Metal Inert Gas or MAG for Metal Active Gas
welding since for welding steel some reactive gas is needed such as a small
amount of oxygen or 8 to 25% CO2 ). My
preference is to use MIG welding as that is the more common terminology used in
North America and is easier to pronounce than GMAW! Getting hung-up with
the technical issue of using MIG when welding aluminum with pure Argon or MAG
when welding steel is also something not used in the Americas. MIG, in my
opinion, is far better than getting tongue tied with GMAW and using terms like
"Wire Welding" which is unfortunately all to common. I also lived
some of the history of MIG developments knowing and working with some of the
folks directly involved with the
process development. Documentation of the facts presented is given with patent
numbers, references and photographs. It is suggested students search the US
Patent Record using the patent numbers provided. It is available for
patents issued from 1790 free of charge on the Internet. Often other
patents than those mentioned can be obtained by looking at those sited in
subsequent patents. On the last MIG History page the specific references sited
are listed as well as some other significant historic references which should be
considered since the research work in that era was very comprehensive. The
use of other than US sources was limited, however if foreign patents were
granted in the US or technical papers were published in the AWS Welding Journal,
a number were reviewed.
ALL PUBLICATION RIGHTS AND MATERIAL PRESENTED ARE THE SOLE
PROPERTY OF WA TECHNOLOGY, LLC, AND SHOULD NOT BE COPIED WITHOUT WRITTEN
PERMISSION.
ANYONE IS FREE TO MAKE ONE COPY FOR PERSONAL
USE. THIS CAN INCLUDE ONE PHOTOCOPY, ONE PRINTED COPY, AND ONE EMAIL COPY. THIS
INCLUDES USE BY A STUDENT FOR AN ACADEMIC PURPOSE.
THE EARLY
DAYS
 As
some references mention, the idea for MIG welding can be traced to some early
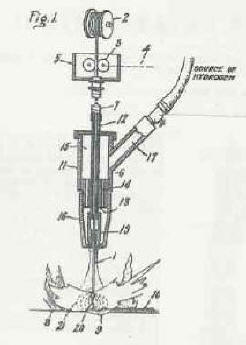
research. For example, a patent by Alexander, filed in December 1924
(Patent Number 1,746,207) appears to present a MIG welding system much as used
today. See attached figure from the patent on left) However they state
having tried unsuccessfully to
use carbon dioxide as a gas shield. On Page 1, Lines 91 through 96 of the Patent
Specification Alexander states; “I have also welded in an atmosphere of
carbon-dioxide and in an atmosphere of illuminating gas and in every case the
welds were brittle and not as good as welds made in air.” Perhaps the power
source used did not have the proper characteristics although it was apparently
one frequently used for welding with
solid wires in air. His patent is for welding with Hydrogen, often referenced
as the hydrogen welding process. The hydrogen ignites with the surrounding air
and surrounds the arc with a reducing atmosphere. The arc however is
acknowledged as proving most of the welding heat. As
some references mention, the idea for MIG welding can be traced to some early
research. For example, a patent by Alexander, filed in December 1924
(Patent Number 1,746,207) appears to present a MIG welding system much as used
today. See attached figure from the patent on left) However they state
having tried unsuccessfully to
use carbon dioxide as a gas shield. On Page 1, Lines 91 through 96 of the Patent
Specification Alexander states; “I have also welded in an atmosphere of
carbon-dioxide and in an atmosphere of illuminating gas and in every case the
welds were brittle and not as good as welds made in air.” Perhaps the power
source used did not have the proper characteristics although it was apparently
one frequently used for welding with
solid wires in air. His patent is for welding with Hydrogen, often referenced
as the hydrogen welding process. The hydrogen ignites with the surrounding air
and surrounds the arc with a reducing atmosphere. The arc however is
acknowledged as proving most of the welding heat.
|
|
If you look closely at his welding torch you’ll see the
hydrogen is introduced in a very small nozzle. Could it be the high
velocity flow used and the small nozzle was he used to test these other gases? He was
then certainly aspirating air into the shielding stream which would cause an
unstable arc and brittle welds! In excess of 6% nitrogen in the shielding
gas surrounding the arc and weld porosity will
occur (See Reference).
Even with modern MIG welding systems, excess shielding gas velocity caused by
too small a shielding gas nozzle or too high a flow rate produces air
aspiration and weld quality problems.
(See Reference.)
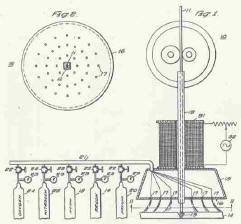 A patent filed by Brace in September 1936, assigned to
General Electric (Patent Number 2,053,417) shows what could be said to be the MIG welding
process. He defines the use of a number of shielding gases (see his figure 1
right.) However his shielding device is shaped like a shower head.
Of interest, Gorman in the original TIG Gas
Lens Patents discusses how his research using porous diffuses worked like a
shower head and pulled air into the area between the steams!
[Note: air flow is
not intuitive which is why NASCAR, Indy Car and Formula 1 race teams spend
tens of millions of dollars each year on wind tunnel testing. It's like folks who
drive with their Pick-up Truck Tail Gates Down
thinking they are improving gas mileage when it actually makes it worse!] Also
the gas mixtures defined by Brace, although broad, may not have been appropriate for good
arc stability. One can tell the metal transfer was not very good
by the electric coil shown surrounding the wire (numbered 31) in the figure.
Brace states on Page 2 of the
Specification, Lines 47 to 53; “I have found that the magnetic flux produced by
the winding 31 when energized with an alternating-current source sufficiently
disrupts the surface tension which would otherwise be present to cause the
formation of relatively large globules of the molten metal from the welding
electrode 11.” Obviously a complex way to achieve what would be simply
controlled with the proper power supply characteristics and shielding gas
mixtures! A patent filed by Brace in September 1936, assigned to
General Electric (Patent Number 2,053,417) shows what could be said to be the MIG welding
process. He defines the use of a number of shielding gases (see his figure 1
right.) However his shielding device is shaped like a shower head.
Of interest, Gorman in the original TIG Gas
Lens Patents discusses how his research using porous diffuses worked like a
shower head and pulled air into the area between the steams!
[Note: air flow is
not intuitive which is why NASCAR, Indy Car and Formula 1 race teams spend
tens of millions of dollars each year on wind tunnel testing. It's like folks who
drive with their Pick-up Truck Tail Gates Down
thinking they are improving gas mileage when it actually makes it worse!] Also
the gas mixtures defined by Brace, although broad, may not have been appropriate for good
arc stability. One can tell the metal transfer was not very good
by the electric coil shown surrounding the wire (numbered 31) in the figure.
Brace states on Page 2 of the
Specification, Lines 47 to 53; “I have found that the magnetic flux produced by
the winding 31 when energized with an alternating-current source sufficiently
disrupts the surface tension which would otherwise be present to cause the
formation of relatively large globules of the molten metal from the welding
electrode 11.” Obviously a complex way to achieve what would be simply
controlled with the proper power supply characteristics and shielding gas
mixtures!
|
|
FIRST
PRACTICAL MIG SYSTEM
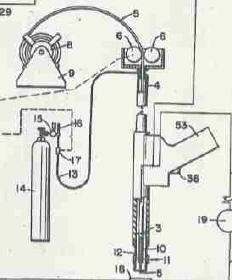 Many
acknowledge the first practical MIG system was defined in Patent Number
2,504,868 filed by Al Muller, Glen Gibson and Nelson Anderson in January of 1949, assigned to Airco. Their 16 page Specification is excellent and describes
fully how the process works. Some of their claims are very interesting: Many
acknowledge the first practical MIG system was defined in Patent Number
2,504,868 filed by Al Muller, Glen Gibson and Nelson Anderson in January of 1949, assigned to Airco. Their 16 page Specification is excellent and describes
fully how the process works. Some of their claims are very interesting:
-
In Claims 8, 9, 11 and 12 they refer the shielding gas
being, “non-turbulent to exclude air from the arc.”
(Perhaps we have forgotten
this early knowledge when excess shielding gas flow rates are set or high gas
surge at the weld start is accepted! See Reference). In Claim 10 they define the shielding gas as being
helium or argon and mixtures of carbon monoxide and carbon dioxide. (Although
carbon monoxide may work, for safety reasons it should NOT be used!)
-
In Claim 8 they define the
metal transfer means as being, “a spray of fine discrete droplets within the
gas shield.” This was the transfer mode employed until the next major
breakthrough, short circuiting MIG, or “Short Arc” as it’s often called.
(Note, although there are some others occasionally credited with
"inventing" MIG welding, a check of the prior patents sited in the "Gibson et
al" patent
assigned to Airco, # 2,504,868, such as the Harry Kennedy patent assigned to the Linde Air
Products Company, show it and the others referred to equipment items for
submerged arc welding or an oxy-electric cutting torch -NOT gas shielded MIG
welding. The US Government grants patents for an inventor to
teach others the science. That is why they are given a 20 year
monopoly! Read the teaching, since this is mostly provided in simple
English. The claims are written differently (in patent lawyer
legalese!) and may be more difficult
to understand but the Specification should be clear.)
|
Page
 1
2 3
(4 last) 1
2 3
(4 last) |
 Stop
Wasting Shielding Gas!! Stop
Wasting Shielding Gas!!
See YouTube Videos
Including Our Patented MIG Shielding
"Gas
Saver System" (GSS)
Science of MIG
Shielding Gas Flow Control
Why MIG Gas Waste
Detailed Review of GSS
Short Overview of GSS-90 Seconds
What User Say About
GSS
Welding Race Cars
Rat Rods-Then and Now
Welding: Go Green
Lincoln Busiensss Philosophy NEW REVISED 2019 with 2014 Book by Lincoln President Don Hastings
|
▲HOME
►Purchase Gas
Saver System
|






