The Following is a Summary of the Article in the
AWS Journal
"GMAW
SHIELDING GAS FLOW CONTROL SYSTEMS"
An article was published in the American
Welding Society's (AWS) April Welding Journal (page 22) with the above
title.
It defined what
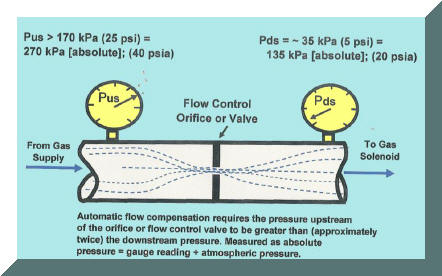 "Automatic
Gas Flow Control was all about. As stated, the pressure upstream of
the flow control must be a minimum of 25 psi to have this feature.
That is why MIG welding gas supply systems have been set at this pressure or
higher from the inception of MIG welding. Recently some "low pressure"
devices have been introduced in attempt to solve shielding gas waste due to
starting surge. These systems do not maintain flow. As stated in
the article variations in flow of up to 65% were measured with such systems.
It also suggests ways are available to retain "Automatic Flow Control" while
reducing shielding gas waste.
"Automatic
Gas Flow Control was all about. As stated, the pressure upstream of
the flow control must be a minimum of 25 psi to have this feature.
That is why MIG welding gas supply systems have been set at this pressure or
higher from the inception of MIG welding. Recently some "low pressure"
devices have been introduced in attempt to solve shielding gas waste due to
starting surge. These systems do not maintain flow. As stated in
the article variations in flow of up to 65% were measured with such systems.
It also suggests ways are available to retain "Automatic Flow Control" while
reducing shielding gas waste.
Click on the photo above for a Link to
the AWS article.
CLICK HERE
to see the actual flow test results of standard systems compared to a
commercially sold "low pressure system that mounts at the feeder.







 A
Solution for Weld Shielding Gas Waste
A
Solution for Weld Shielding Gas Waste

